Quattro jointing in sync for more quality – User report from furniture production
Quattro jointing in sync for more quality
Outstanding product quality paired with long tool life: These are important production parameters at Hunger Möbelproduktions GmbH. In order to keep advancing in both areas, Westphalian personnel together with their tool supplier Leitz continuously revise tool concepts that have been tried and tested over many years.
Hunger Möbelproduktions GmbH from Bünde is committed to always striving for the optimum. And that is why it is constantly working on applications, such as the current edge-bonding joining process. "We have made a name for ourselves in the market because we have mastered narrow surface sealing and produce excellent product quality," explains owner Oliver Hunger. "This also means we keep putting all processes to the test and evaluating where something could be improved or where a process could be more reliable."
Of course, it cannot be done alone. For Hunger, tool specialist Leitz in Oberkochen has been an important partner in this tuning technology for over ten years. As early as 2013, "Möbelfertigung" reported on Leitz’s "Duo Multi-Profile Blade", the result of a Hunger application, which avoids crazing and frame effects on high-gloss surfaces during laser edge processing. Recently, another topic has been on the agenda at Leitz and Hunger: Joining when attaching the edges.
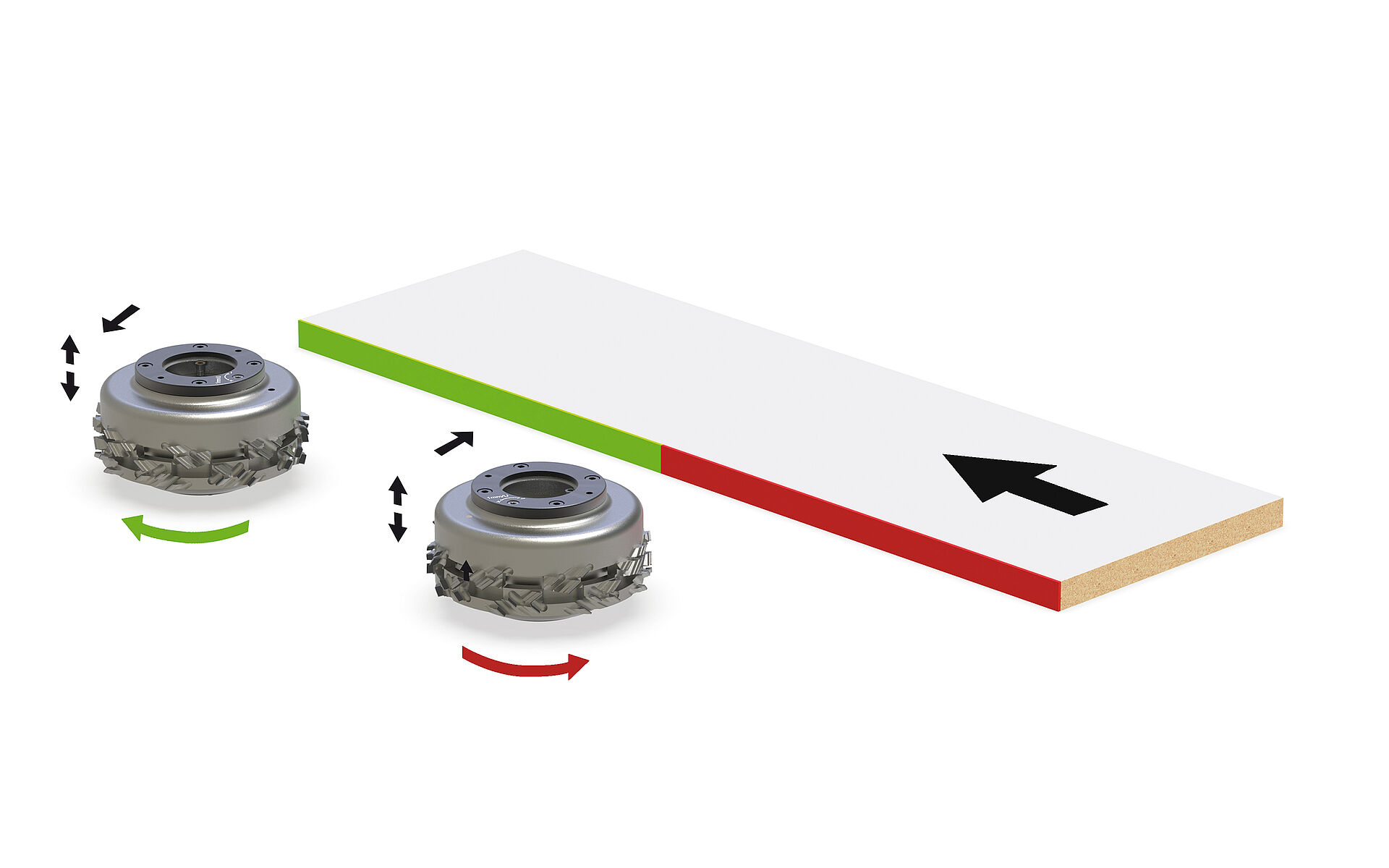
"In 2013, we installed a system implemented with Ima to progress from double to triple joining," says Hunger. Johannes Vogelpohl, specialist for edge-bonding systems at Hunger, adds: “We separate the format area into upper and lower areas, unlike with double or standard joining, where a milling cutter works in parallel or counter-rotation. With triple joining, we mill with the first counter-rotating cutter below, with the second counter-rotating cutter above and the protective cutter cuts the last three centimetres in synchronized operation."
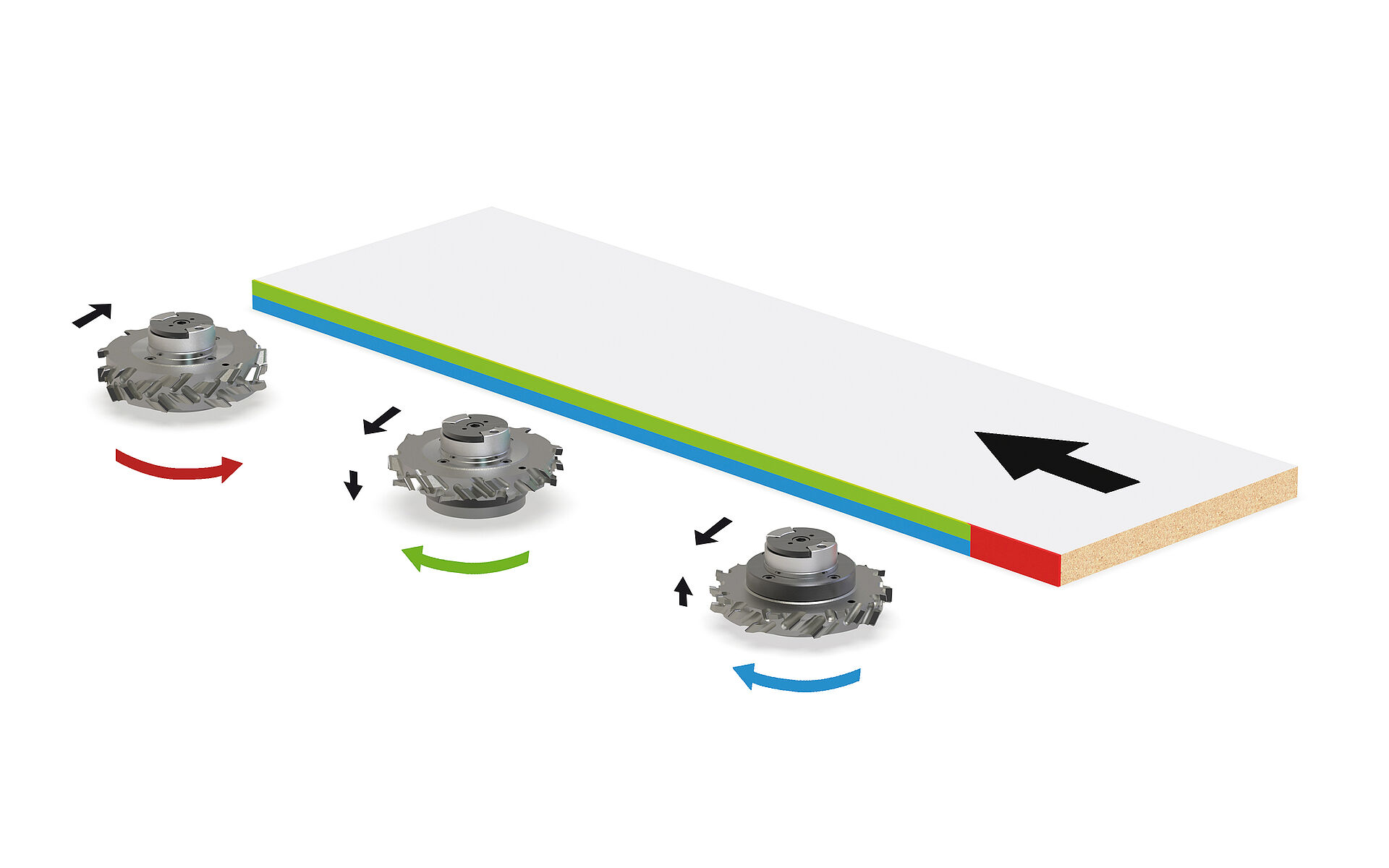
That was the status until 2017, when the company switched to the machine supplier Homag. “With this new system, we started with fourfold, that is, quadruple joining,” reports Hunger. “Here an additional milling cutter is installed in front of the existing triple format system, which pre-mills the machining allowance in synchronous operation up to 5/10 millimetres to the glue joint. Only then do we format the actual glue joint with the triple joining. We retained this for the next machine development in 2019."
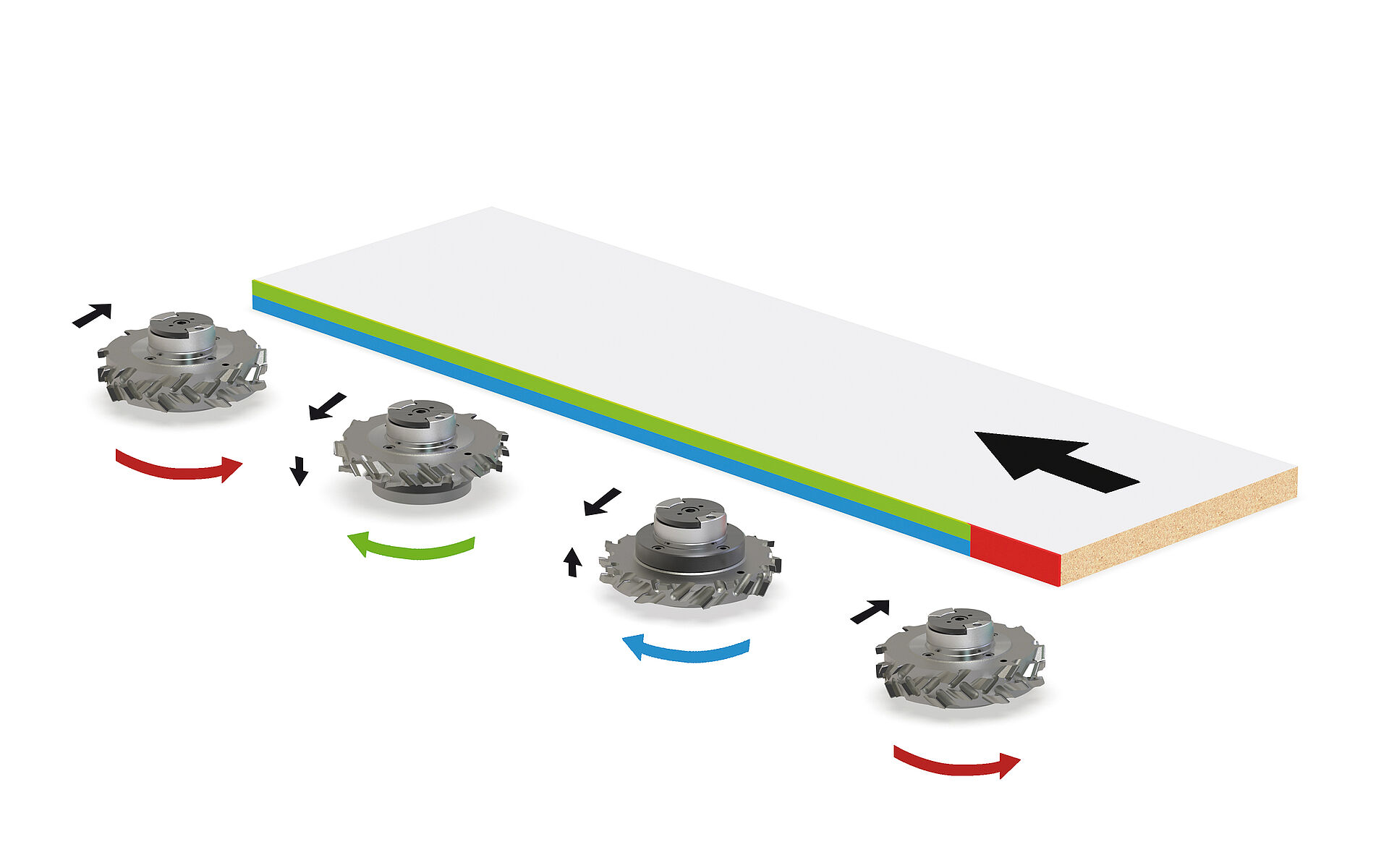
This took us a further step forward. Another system has been ordered for autumn 2021. Again using the quattro joining concept - but with a different technology. Two finishing assemblies above and below work in parallel. The protective cutter continues to work in the opposite direction and now joins the first three centimetres. The pre-milling cutter works in the opposite direction and mills the machining allowance up to a 5/10 glue joint.
"As a result, the cut quality is many times better. We have fewer breakouts on the surfaces. And also significantly fewer in the frame's central position," says Vogelpohl. "For comparison: A joining device running in the opposite direction always pulls a chip out of the panel. With synchronous operation, we have the opposite effect and it is more likely to press in the chip. Together with Leitz, we thought about this and tried out whether it actually works as desired. We have equipped and tested a trial system for this. The format cut is simply even cleaner than conventional tool concepts."
Quality is the top priority for Hunger: "We are a front manufacturer. Front is the face of the kitchen, front means maximum quality. That means we are not forgiven for mistakes. Every mistake leads to a complaint. Furthermore, we have found the plate quality has deteriorated due to new regulations in recent years. In this respect, a joint cut is of particular importance to us, because we have to adapt to the panels for a consistently high-end front quality. That is why we came up with the idea of testing the completely moving joiners. We will not wait to equip our plant with the new system, but we will readjust existing systems at the end of July."
Minor modifications are only possible if the systems are fundamentally designed for this. Quattro joining could not be implemented on a machine with two or three joiners, because a milling motor is required for each additional joiner. Thus, there is often simply one to two meters of machine missing. Of course, Leitz also had to incorporate its know-how and adapt the instruments for this tooling concept. But Hunger never tires of honing and promoting such technologies: "Such a development will bring the entire industry forward," Oliver Hunger is certain. "Every tool manufacturer, every machine manufacturer and of course the user should deal with this. Why stick to a lower quality level when it can be done better? I am also not a fan of patents; they often paralyse technical progress. We see it with laser technology, which, due to the patent situation, has not caught on as it actually could. In our company, the proportion of fronts with laser edges is constantly increasing; there was only a small dent in 2017/2018, when it was publicly discussed whether these edges really meet all quality requirements. What they do. Otherwise, there are only advantages over a glue attachment. In the meantime, in connection with new materials and surfaces as well as the trend towards matt faces, furniture parts with laser edging are enjoying increasing interest. Because adhesive shines, combining a matt surface and edge with conventional adhesive results in a shiny joint between the dull optics.
We process up to 1,000 parts with laser edging on our systems every day. We always try to handle it in such a way that our technology partners - in this case Leitz - give us a little space so we can use the products’ quality advantage on the market. However, there is no form of exclusivity."
In addition to product quality, sophisticated tool concepts such as those supplied by Leitz have another, real financial advantage: They extend the tools’ service life. The system is less likely to come to a standstill when tools have to be exchanged and sharpened later.
Johannes Vogelpohl reports: "We can clearly demonstrate the improvement between systems and tool concepts when we compare normal, triple and the new quattro joining. We manage up to 15,000 meters with standard milling cutters in synchronous operation. For the system with triple joining, it is around 70,000 meters and for the four-way system with counter-rotation, we process more than 200,000 meters. With our Homag systems, we also measure the parts’ thickness before the format cut; the axes automatically move to the exact value of the upper edge. The system is always at the same cutting height. Only when the machine operator announces that around 20,000 running meters have been covered do we set the motor higher or lower and thus always have a sharp edge."
For entrepreneur Oliver Hunger this is an important aspect for economic success. "Service life shows how available a machine is, because every tool change takes up to one hour. The more often I have to replace, the sooner the system comes to a standstill and overall performance drops, or system availability decreases proportionally from the 100 percent that is always targeted. Just as a guide: We have 15,000 meters in 2-shift operation after about one week. Then, in principle, the system stagnates every week. Or just once a month when I have a service life of 70,000 meters. Even with a triple configuration, I reach profitability earlier with one system. It's simple math." And Hunger continues: "As an entrepreneur, when I go through production and see a lot of system downtime, that doesn't make me happy. Regardless of the reason why the system is down. The theoretical statement that 3,000 parts can be produced on a system per shift does not say anything about production reality. Achieving 100 percent is impossible because at some point a tool change is necessary, even with the longest tool life. However, with our approach we end up with 95 to 98 percent availability day after day most of the time. That is why we are not satisfied with 65 or 70 percent system availability and try to optimize everywhere."
Regarding close cooperation, Vogelpohl also highlights the Aalen company's sharpening service. "Our Leitz consultant, Stefan Richter, is always available for us. He installs the collection of tools to be sharpened upon request and always has an open ear for any questions or problems. Furthermore, he assesses the tools to be sharpened based on his experience. This is the reason why we can often use tools even longer than stated when they were purchased. If only as much material is removed in each sharpening cycle as is absolutely necessary, this sometimes results in up to four sharpening cycles more in the end. This is also noticeable in monetary terms. In addition, a sharpened Leitz tool is of the same quality as a new tool – that is not self-evident."
In summary, the Hunger team is happy that Leitz has been working in such a partnership for years and that communication has worked so well. That is why it goes without saying that Leitz is immediately at the table when it comes to planning tools for a new system type. "Regardless of whether it is a duo blade, for format milling or profile tools - the exchange is immensely important. Different materials, material compositions for the tools, all of this is crucial. And has a direct impact on the process. Ultimately, we can only achieve the best possible result in the end if we optimise tool by tool. That only works if we include Leitz in all our considerations at an early stage. In the case of quattro joining, Leitz had the new concept ready very quickly." summarizes Vogelpohl. "Before investing in a machine, if possible everyone should be at the same table in order to find out how the customer, in this case the company Hunger, can obtain the best possible solution. And at the end of the day, a good basis of trust is crucial," confirms Oliver Hunger.
(Photos: Doris Bauer, Holzmann Verlag)