Focus on the edges – User report from the furniture industry
A zero joint can only be achieved if the jointing cutter cleanly cuts the peripheral sections of the edge. However, that is exactly where such a tool first becomes dull. Nevertheless, the cutting edges cannot be repositioned. Schüller Küchen did not want to accept this.
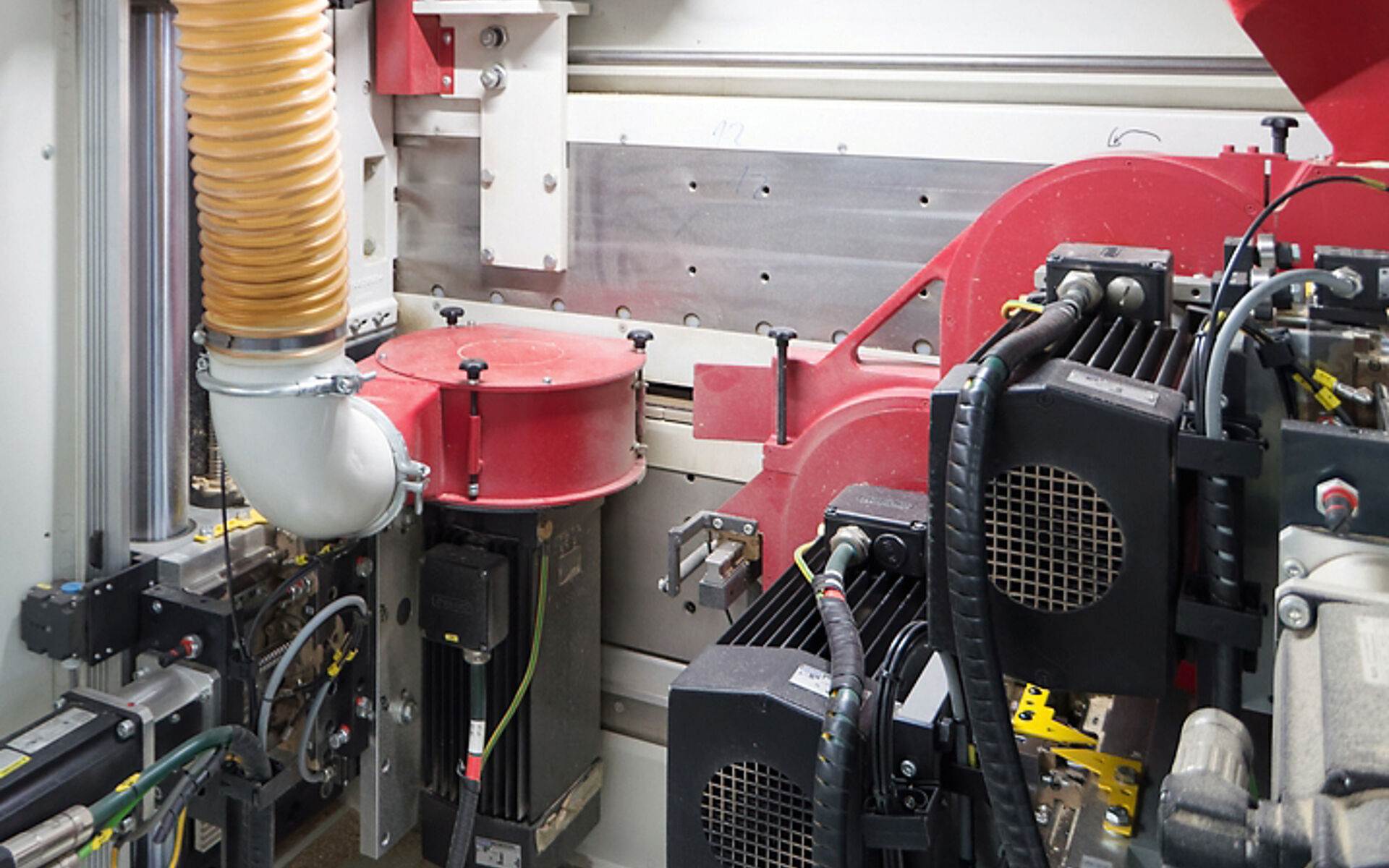
Andreas Kutscheriawi keeps an eye on the edge at the front panels in the production line at Schüller kitchen furniture manufacturer. The line runs in three shifts and processes edges with PUR at a feed rate of 28 m/min. On the first few centimeters slight irregularities can be seen. The hard coatings have dulled the cutting edges in the edge area. The task now is to bring unused sections of the PCD cutting edges into these areas.
This is caused by the first jointing cutter, which cuts the first 5 cm to final size. In order to protect the front workpiece corner, it runs in the opposite direction. This is followed by top and bottom hoggers, which remove the bulk of the material with feed, and finally, for the finish shape, a jointing cutter runs with feed for 16 and 19 mm front panels.
Andreas Kutscheriawi empties the system, stops it and removes the dusthood of the first jointing cutter. At the top of the tool three screws are now accessible, which can be operated with an Allen key. The two inner ones loosen and clamp the hydro sleeve of the vertically split, dust-protected tool, the third allows both halves to move together 1 mm per rotation. The zero line remains at the level of the tool centre making spindle adjustment unnecessary. The machine operator loosens the clamping screws, turns the third screw one turn to the left, tightens the clamping screws again and retightens the dusthood.
The tool can be readjusted a total of six times for a total of seven partial tool life cycles before it is resharpened by the Leitz Service. The system is running again. Sharp cutting parts now machine the marginal areas of the edge and ensure excellent quality.
Schüller manufactures its front panels itself
Schüller employs 1908 people, manufactures over 140,000 kitchens annually, produces its own front panels and has therefore developed a special sensitivity for edge quality. At the front panel, as the kitchen's flagship, customers would immediately perceive conspicuous joints between the surface and the edging strip as unpleasant. When the subject of zero joints arose almost ten years ago, Schüller equipped all machines with jointing cutters. This resulted in frequent and timeconsuming tool changes. The alignment of the spindle itself took half an hour. The quality of the zero joint is determined by the jointing cutters. Their tool life is decisive for the productivity of the system. With conventional jointing cutters, it was not possible to achieve the required quality in line with expectations of efficiency. Therefore Leitz has developed the width-adjustable jointing cutter. This allows multiple tool life without having to change the tool and adjust the machine spindles to match each other again.
In the meantime Schüller has not only equipped all machines with the new jointing cutters but also with a service package around them. The Leitz Service sharpens and cleans the tools and also services the hydro sleeve. Like new, a cutter returns on time to its workplace. It is remeasured and immediately ready for use without the need for complex adjustment work. With serial number and RFID chip it is prepared for automatic data transfer.
Max Heller, Managing Director of Production and Technology
»Quality and efficiency in balance«
Max Heller, Managing Director of Production and Technology, says: "The cutting result of the Leitz jointing cutter is excellent over the entire tool life. It has increased from 10,000 to 90,000 m. The set-up times and thus the downtimes have decreased significantly. Quality and efficiency are once again in balance. Our employees are also satisfied.«
Source: "dds" (issue 11/2020)