Quattrofügen im Gleichlauf für mehr Qualität – Anwenderbericht aus der Möbelproduktion
Quattrofügen im Gleichlauf für mehr Qualität
Herausragende Produktqualität gepaart mit langen Werkzeug-Standzeiten: Das sind wichtige Parameter der Produktion der Hunger Möbelproduktions GmbH. Um in beiden Bereichen immer wieder einen Schritt nach vorn zu machen, überarbeiten die Westfalen kontinuierlich mit ihrem Werkzeuglieferanten Leitz selbst über lange Jahre bewährte Werkzeugkonzepte.
Immer nach dem Optimum streben – das hat sich die Hunger Möbelproduktions GmbH aus Bünde auf die Fahnen geschrieben. Und feilt darum immer wieder an Anwendungen, wie aktuell dem Fügeprozess bei der Kantenverklebung. „Wir haben uns am Markt einen Namen damit gemacht, dass wir die Schmalflächenversiegelung sicher beherrschen und eine ausgezeichnete Produktqualität erzeugen“, erklärt Inhaber Oliver Hunger. „Dazu gehört, dass wir alle Prozesse auch immer wieder auf den Prüfstand stellen und bewerten, an welcher Stelle sich etwas noch weiter verbessern ließe oder wo ein Prozess anwendungssicherer sein könnte.“
Das geht natürlich nicht ganz allein. Ein wichtiger Partner bei diesem Technologietuning ist für Hunger schon seit über zehn Jahren der Werkzeugspezialist Leitz aus Oberkochen. Die „möbelfertigung“ berichtete bereits im Jahr 2013 über die „Duo-Multiprofilziehklinge“ von Leitz, ein Ergebnis einer Anwendung bei Hunger, mit der sich Weißbruch und Rahmeneffekt bei hochglänzenden Fronten bei der Laserkantenbearbeitung vermeiden lassen. In der jüngeren Zeit stand bei Leitz und Hunger ein anderes Thema auf der Agenda: Das Fügen beim Anbringen der Kanten.
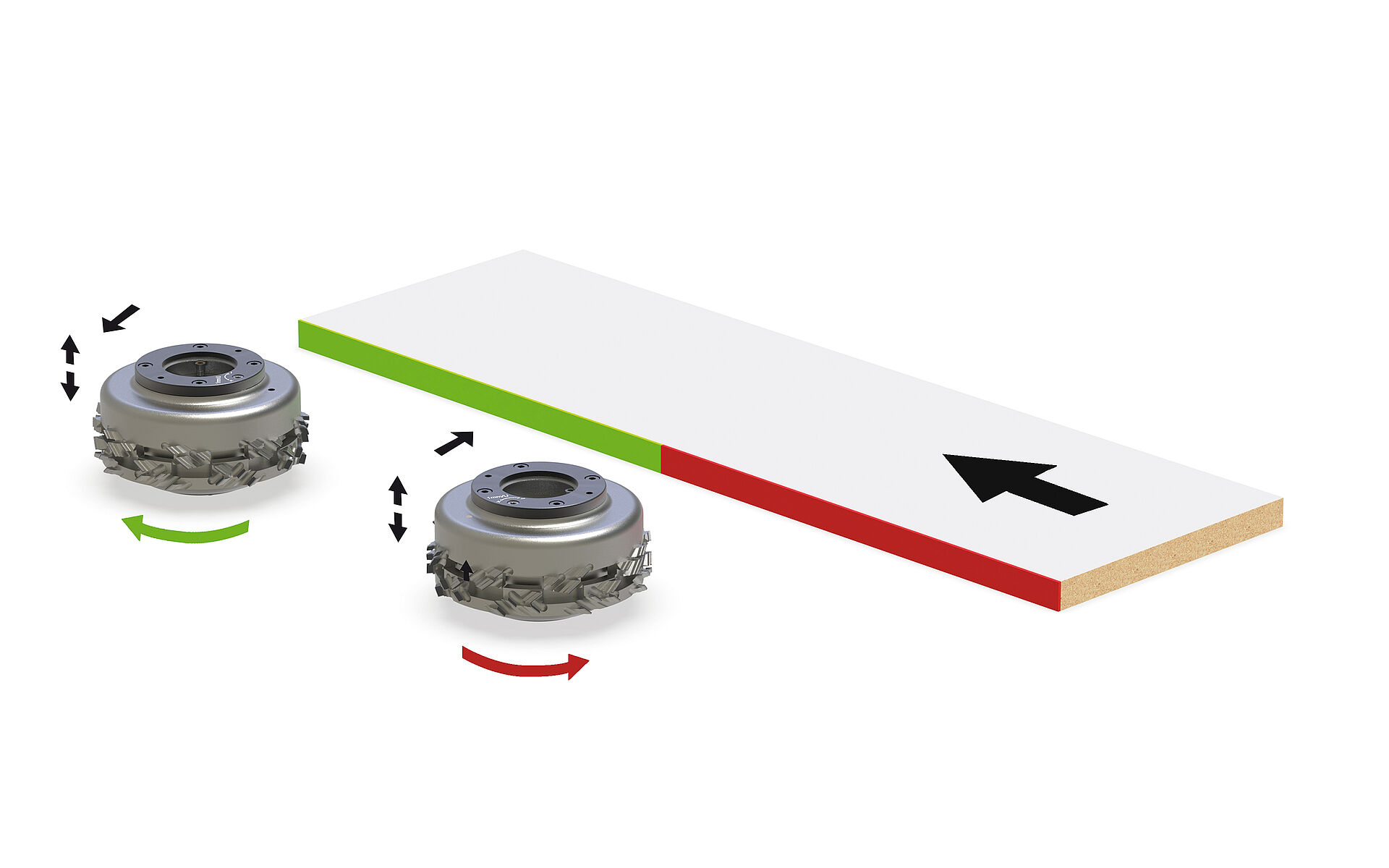
„Auf einer im Jahr 2013 installierten Anlage, die wir damals mit Ima realisiert haben, kam der Schritt vom Zweifach- auf das Dreifachfügen“, so Hunger. Johannes Vogelpohl, Spezialist für die Kanten-Durchlaufanlagen bei Hunger, ergänzt: „Wir trennen den Formatbereich in oberen und unteren Bereich, anders als beim Zweifach- oder Standardfügen, wo jeweils ein Fräser im Gleich- bzw. Gegenlauf arbeitet. Beim Dreifachfügen fräsen wir mit dem ersten gegenläufigen Fräser unten, mit dem zweiten Füger gegenläufig oben und der Schutzfräser im Gleichlauf fräst die letzten drei Zentimeter.“
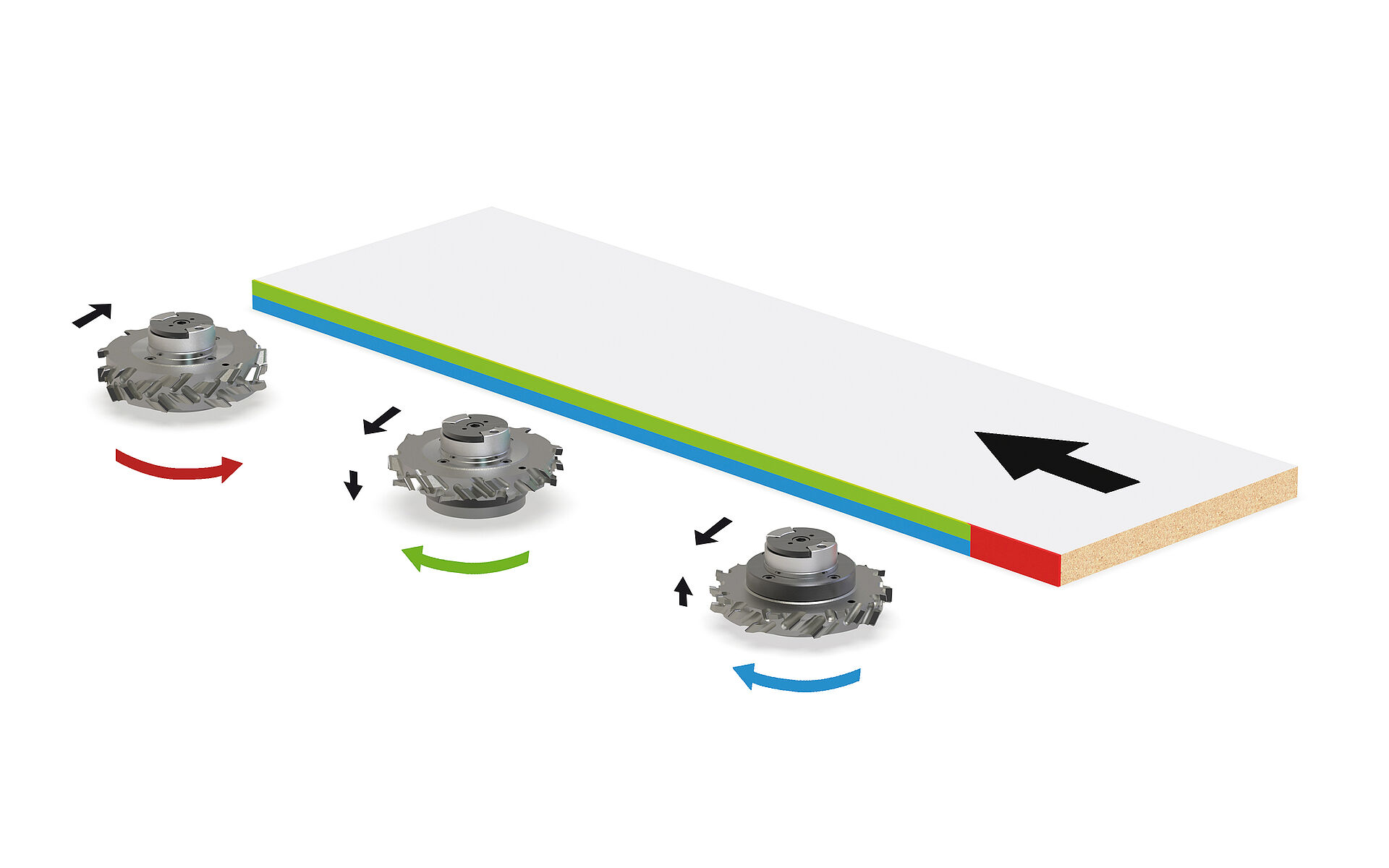
Das war der Stand bis 2017, dann erfolgte ein Wechsel zum Maschinenlieferanten Homag. „Mit dieser neuen Anlage sind wir damals mit dem Vierfach-, also Quattrofügen gestartet“, berichtet Hunger. „Hier wurde vor dem bestehenden Dreifachformatsystem noch ein zusätzlicher Fräser installiert, der die Bearbeitungszugabe im Gleichlauf bis auf 5/10 Millimeter zur Leimfuge vorfräst. Erst danach formatieren wir, mit dem Dreifachfügen die eigentliche Leimfuge. Dies haben wir auch bei der nächsten Maschinenentwicklung in 2019 beibehalten.“
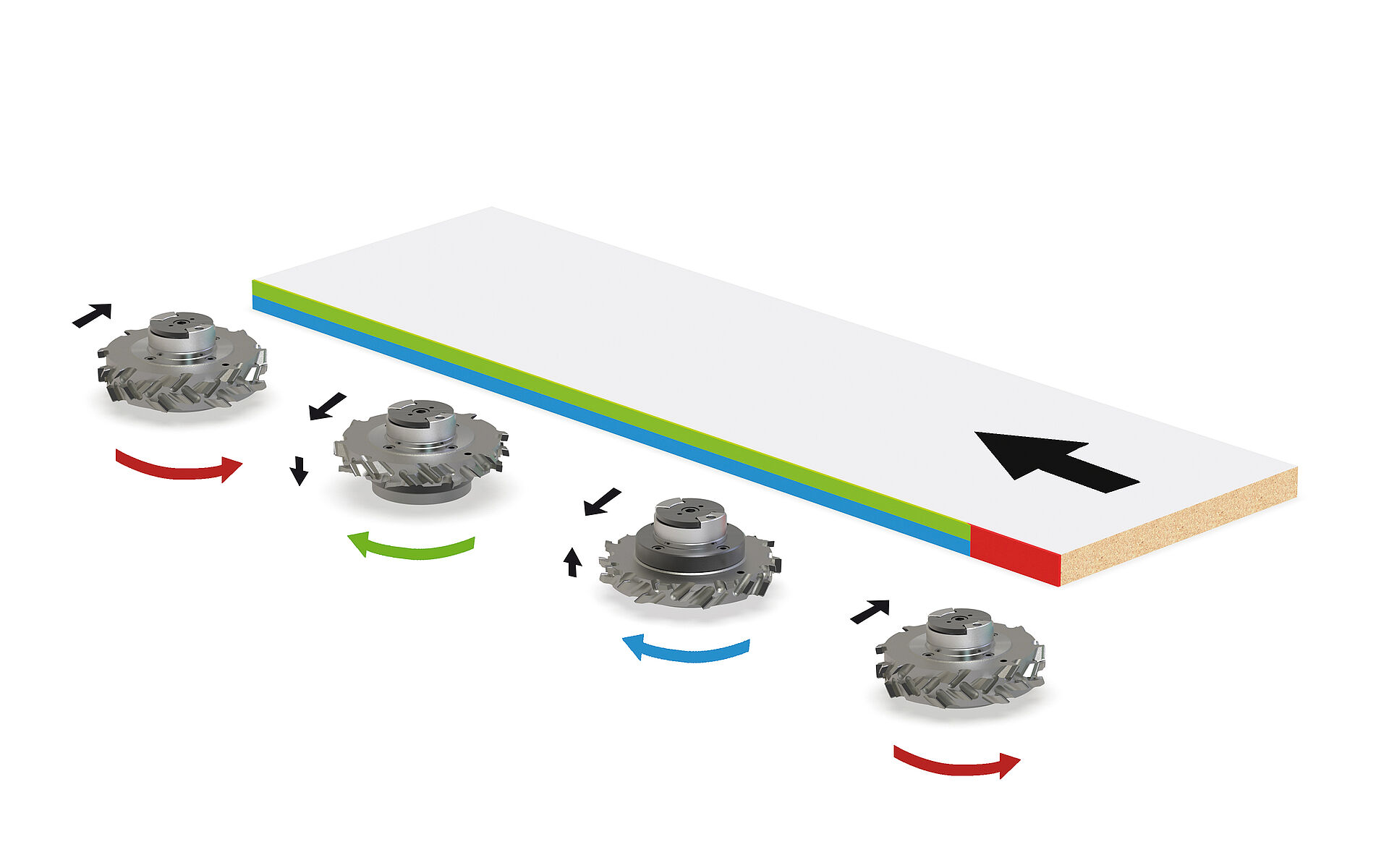
Und jetzt geht es wieder einen Schritt nach vorn. Für den Herbst 2021 ist eine weitere Anlage bestellt. Auch wieder mit Quattrofügekonzept – aber anderer Technologie. Die zwei Finishfüger oben und unten werden im Gleichlauf arbeiten. Der Schutzfräser arbeitet weiterhin im Gegenlauf und fügt jetzt die ersten drei Zentimeter. Der Vorfräser arbeitet als Gegenläufer und fräst die Bearbeitungszugabe bis auf 5/10 Leimfuge ab.
„Dadurch ist die Schnittgüte um ein Vielfaches besser. Wir haben weniger Ausbrüche bei den Oberflächen. Und auch deutlich weniger bei der Mittellage des Spanträgers“, so Vogelpohl. „Zum Vergleich: Ein gegenläufiger Füger rupft immer einen Span aus der Platte heraus. Beim Gleichlauf haben wir den gegenteiligen Effekt und der Span wird eher hineingedrückt. In Zusammenarbeit mit Leitz haben wir uns dazu Gedanken gemacht und ausprobiert, ob es auch wie gewünscht funktioniert. Dafür haben wir eine Versuchsanlage bestückt und getestet. Der Formatschnitt ist schlicht und ergreifend noch einmal sauberer gegenüber den herkömmlichen Werkzeugkonzepten.“
Für Hunger steht das Thema Qualität an erster Stelle: „Wir sind ein Frontenhersteller. Front heißt das Gesicht der Küche, Front heißt maximale Qualität. Das bedeutet, uns wird kein Fehler verziehen. Jeder Fehler führt zu einer Reklamation. Weiterhin stellen wir fest, dass sich die Plattenqualität in den letzten Jahren durch neue Verordnungen verschlechtert hat. Insofern ist ein Fügeschnitt für uns von besonderer Bedeutung, da wir uns den Platten für eine gleichbleibend hohe Endqualität der Fronten anpassen müssen. Darum kamen wir auf die Idee, die komplett mitlaufenden Füger zu testen. Wir belassen es auch nicht dabei, die neue Anlage mit dem neuen System auszurüsten, sondern werden Ende Juli bei den bestehenden Anlagen nachjustieren.“
Kein kleiner Umbau und auch nur möglich, wenn die Anlagen grundlegend dafür ausgerichtet sind. Auf einer Maschine mit zwei oder drei Fügern ließe sich kein Quattrofügen umsetzen, denn für jeden weiteren Füger ist ein Fräsmotor nötig. Es fehlen also oftmals schlichtweg ein bis zwei Meter Maschine. Und natürlich musste auch Leitz sein Know-how einfließen lassen und die Werkzeuge für dieses Werkzeugkonzept adaptieren. Aber Hunger wird nicht müde, an solchen Technologien zu feilen und sie zu promoten: „Eine solche Entwicklung bringt die gesamte Branche nach vorn“, ist sich Oliver Hunger sicher. „Jeder Werkzeughersteller, jeder Maschinenproduzent und natürlich Anwender sollte sich damit auseinandersetzen. Warum auf einem niedrigerem Qualitätsniveau verharren, wenn es besser geht? Ich bin auch kein Freund von Patenten, sie lähmen häufig den technischen Fortschritt. Wir sehen es bei der Lasertechnologie, die sich durch die Patentsituation nicht so durchgesetzt hat, wie sie es eigentlich könnte. Bei uns im Haus nimmt der Anteil an Fronten mit Laserkanten beständig zu, hatte nur eine kleine Delle in den Jahren 2017/2018, als öffentlich diskutiert wurde, ob diese Kanten wirklich allen Qualitätsanforderungen entsprechen. Was sie tun. Und ansonsten gibt es nur Vorteile gegenüber einer Anbringung mit Klebstoff. Mittlerweile, in Verbindung mit neuen Materialien und Oberflächen und dem Trend zu matten Oberflächen, erfreuen sich Möbelteile mit Laserkante deutlich steigendem Interesse. Denn Klebstoff glänzt und die Kombination aus matter Oberfläche mit matter Kante und einem herkömlichen Kleber ergibt eine glänzende Fuge zwischen den matten Optiken.
Wir bearbeiten täglich bis zu 1.000 Teile mit Laserkante auf unseren Anlagen. Wir versuchen es immer so zu handhaben, dass uns unsere Technologiepartner – in diesem Fall Leitz – etwas Luft lassen, damit wir den Qualitätsvorteil der Produkte am Markt nutzen können. Eine Form der Exklusivität gibt es allerdings nicht.“
Neben der Produktqualität haben ausgefeilte Werkzeugkonzepte, wie sie Leitz liefert, noch einen weiteren, bares Geld werten Vorteil: die Standzeit der Werkzeuge verlängert sich. Die Werkzeuge müssen also später getauscht und geschärft werden, die Anlage steht seltener.
Johannes Vogelpohl berichtet: „Wir spüren die Verbesserung deutlich zwischen den Anlagen und Werkzeugkonzepten, wenn wir das normale Fügen, das Dreifach- und das neue Quattrofügen miteinander vergleichen. Wir schaffen bis zu 15.000 Meter mit Standardfräsern im Gleichlauf. Bei der Anlage mit Dreifachfügen sind es ungefähr 70.000 Meter und bei dem Vierfachsystem mit Gegenlauf sind wir jenseits der 200.000 Meter. Bei unseren Homag-Anlagen vermessen wir außerdem die Teile vor dem Formatschnitt in der Dicke, die Achsen verfahren automatisch auf den genauen Wert der oberen Kante. Das System ist damit immer auf der gleichen Schnitthöhe. Erst wenn der Maschinenbediener sagt, dass etwa 20.000 Laufmeter absolviert sind, dann setzen wir den Motor höher oder tiefer und haben damit immer eine scharfe Schneide.“
Für Unternehmer Oliver Hunger ein wichtiger Aspekt für den wirtschaftlichen Erfolg. „Die Standzeit steht dafür, wie verfügbar eine Maschine ist, denn jeder Werkzeugwechsel dauert bis zu eine Stunde. Je häufiger ich tauschen muss, umso eher steht die Anlage und die gesamte Performance sinkt, beziehungsweise die Anlagenverfügbarkeit entfernt sich proportional von den immer angestrebten 100 Prozent. Nur als Orientierung: 15.000 Meter haben wir nach etwa einer Woche im 2-Schicht-Betrieb. Die Anlage steht dann prinzipiell jede Woche. Oder eben nur einmal im Monat, wenn ich eine Standzeit von 70.000 Meter habe. Selbst mit einer Dreifachausstattung erreiche ich die Gewinnzone mit einer Anlage früher. Das ist ein einfaches Rechenexempel.“ Und Hunger fährt fort: „Wenn ich als Unternehmer durch die Produktion gehe und sehe viel Anlagenstillstand, dann macht mich das wenig glücklich. Egal aus welchem Grund die Anlage steht. Die theoretische Aussage, es können pro Schicht 3.000 Teile auf einer Anlage entstehen, sagt nichts über die Produktionsrealität aus. 100 Prozent zu erreichen ist unmöglich, weil irgendwann selbst mit dem längsten Standweg ein Werkzeugwechsel notwendig wird. Aber mit unserer Vorgehensweise landen wir an den meisten Tagen immerhin bei 95 bis 98 Prozent Verfügbarkeit Tag für Tag. Darum versuchen wir, überall zu optimieren und geben uns nicht mit 65 oder 70 Prozent Anlagenverfügbarkeit zufrieden.“
Im Bezug auf die enge Zusammenarbeit hebt Vogelpohl auch den Schärfservice der Aalener hervor. „Unser Berater Stefan Richter von Leitz ist jederzeit für uns ansprechbar, baut die Abholung von zu schärfenden Werkzeugen auf Zuruf ein und hat immer ein offenes Ohr für eventuelle Fragen oder Probleme. Zudem beurteilt er die zu schärfenden Werkzeuge mit seinem Erfahrungshintergrund. Das ist der Grund, warum wir Werkzeuge häufig sogar länger nutzen können, als beim Kauf angegeben. Wenn bei jedem Schärfzyklus nur so viel Material abgenommen wird, wie unbedingt nötig, so ergibt das am Ende manchmal bis zu vier Schäfzyklen mehr. Auch das macht sich monetär bemerkbar. Zudem ist ein geschärftes Leitz-Werkzeug von der gleichen Güte wie ein Neuwerkzeug – das ist nicht selbstverständlich.“
Zusammenfassend ist die Mannschaft bei Hunger froh darüber, dass es mit Leitz seit Jahren so partnerschaftlich läuft und die Kommunikation ausgezeichnet funktioniert. Darum ist es auch eine Selbstverständlichkeit, dass Leitz sofort mit am Tisch sitzt, wenn es darum geht, die Werkzeuge für eine neuartige Anlage zu planen. „Egal ob Duo-Ziehklinge, beim Formatfräsen oder auch bei Profilwerkzeugen – der Austausch ist immens wichtig. Verschiedene Werkstoffe, Materialzusammensetzungen bei den Werkzeugen, all das ist entscheidend. Und hat direkte Auswirkungen auf den Prozess. Letztlich erzielen wir am Ende ein bestmögliches Ergebnis nur dann, wenn wir Werkzeug für Werkzeug optimieren. Das klappt nur, wenn wir Leitz frühzeitig in alle Überlegungen miteinbeziehen. Im Falle des Quattrofügens hatte Leitz auch sehr schnell das neue Konzept fertig“, resümiert Vogelpohl. „Vor einer Maschineninvestition gehören bestmöglich alle an einen Tisch, um auszuloten, wie der Kunde, in diesem Fall das Unternehmen Hunger, die bestmögliche Lösung erhält. Und am Ende des Tages ist eine gute Vertrauensbasis entscheidend“, bekräftigt auch Oliver Hunger.
(Fotos: Doris Bauer, Holzmann Verlag)