Különböző anyagok a bútor- és belsőépítészeti iparban
A saját otthonod az életed középpontja. Nem utolsósorban az elmúlt hónapok sorsfordító eseményeinek köszönhetően a lakosság nagy része több időt töltött otthon, mint valaha. Sok helyen nőtt a vágy a pihentető és kényelmes otthonra, valamint a kiváló minőségű belsőépítészetre. A természet ihlette színek, a természetes anyagok és a letisztult, redukált dizájn népszerűek.
A modern otthon egyszerre a jólét, a munkahely és a visszavonulás oázisa, ami azt jelenti, hogy a bútorok funkciói néha egymásba mosódnak. Ma a bútoroknak nemcsak szépnek, hanem multifunkcionálisnak is kell lenniük, és egyszerre több követelménynek is meg kell felelniük, anélkül, hogy elhanyagolnák a kényelem szempontját. Annak érdekében, hogy egy bútor megfeleljen a tervezés, az anyagok, a méret és a funkcionalitás minden követelményének, a trend az egységes megjelenéstől az egyedi, többnyire technikailag kifinomult megoldások felé mozdul el, különböző felhasználói jellemzőkkel.
A kézművesek számára ez szinte korlátlan tervezési lehetőségeket, de új kihívásokat is jelent. A feldolgozandó anyagok száma jelentősen megnőtt, és a természetes fa és a high-tech felületek kombinációja a napirend. Ilyen csúcstechnológiás felületek például az ujjlenyomat-gátló (AFP) bevonatok. Ezeket elsősorban a konyhabútorok területén használják, de egyre inkább a klasszikus bútorgyártásban vagy a belsőépítészetben is. Míg a modern, letisztult megjelenésű, magasfényű és matt lakkfelületű minták a közelmúltban trenddé váltak, a végfelhasználó hamar felismerte ezeknek a nemes megjelenésű felületeknek a hátrányát: az ujjlenyomatok és a zsírmaradványok azonnal láthatók az érintkezés után, és a szeretett dizájner darab gyorsan csúnyán néz ki. Másrészt a fent említett ujjlenyomat-ellenes felületek, amelyek egy speciális bevonaton keresztül láthatatlanná teszik az ujjlenyomatot, egyre népszerűbbek.
Az ilyen high-tech felületek mellett a tömörfa bútorok vagy a valódi fa felületű bútorok is nagyon divatosak. Végül is a fa ideális és legtermészetesebb anyag a kényelmes és fenntartható belsőépítészethez, és tökéletesen kombinálható sokféle anyaggal és színnel.
A kézműves vállalkozások számára ezért felmerül a kérdés, hogy hogyan lehet az anyagok ilyen széles skáláját a lehető legjobban megmunkálni. Mindig azzal a feltétellel, hogy garantálja a munkadarab tökéletes minőségét és a lehető legnagyobb hatékonyságot, termelékenységet és rugalmasságot a megmunkálási folyamat során. Mindenekelőtt azonban a felhasználóknak fel kell tenniük maguknak a kérdést, hogy mely szerszámmegoldások alkalmasak erre a sikeres gyártás érdekében.
1. megoldás: Formatizálás elővágó és fővágó körfűrészlapokkal
A legklasszikusabb feldolgozási módszer az asztali fűrész segítségével történő vágás. A kézművesek különös jelentőséget tulajdonítanak a vágás minőségének. A lehető legtökéletesebb, mindkét oldalon szakadásmentes élekkel és tiszta vágott felületekkel minden lapanyagban és dekorban, így elkerülhető az időigényes utómunka. Ennek elérése érdekében ajánlatos új vagy frissen élezett körfűrészlapot használni az érzékeny felületű lemezanyagok (például ujjlenyomat-gátló anyagok) fűrészelése előtt. Annak érdekében, hogy a felső él a lehető legtökéletesebb legyen, a körfűrészlap lemezre történő radiális kiemelkedését legfeljebb tíz milliméterre kell beállítani. A tökéletes alsó él elérése érdekében erősen ajánlott az elővágó körfűrészlapok használata. Ezenkívül tanácsos a lemezt a fűrészasztalra helyezni úgy, hogy a látható oldala felfelé nézzen. Ily módon tökéletes munkaeredmények érhetők el, és maximalizálható az alkalmazott körfűrészlapok élettartama.
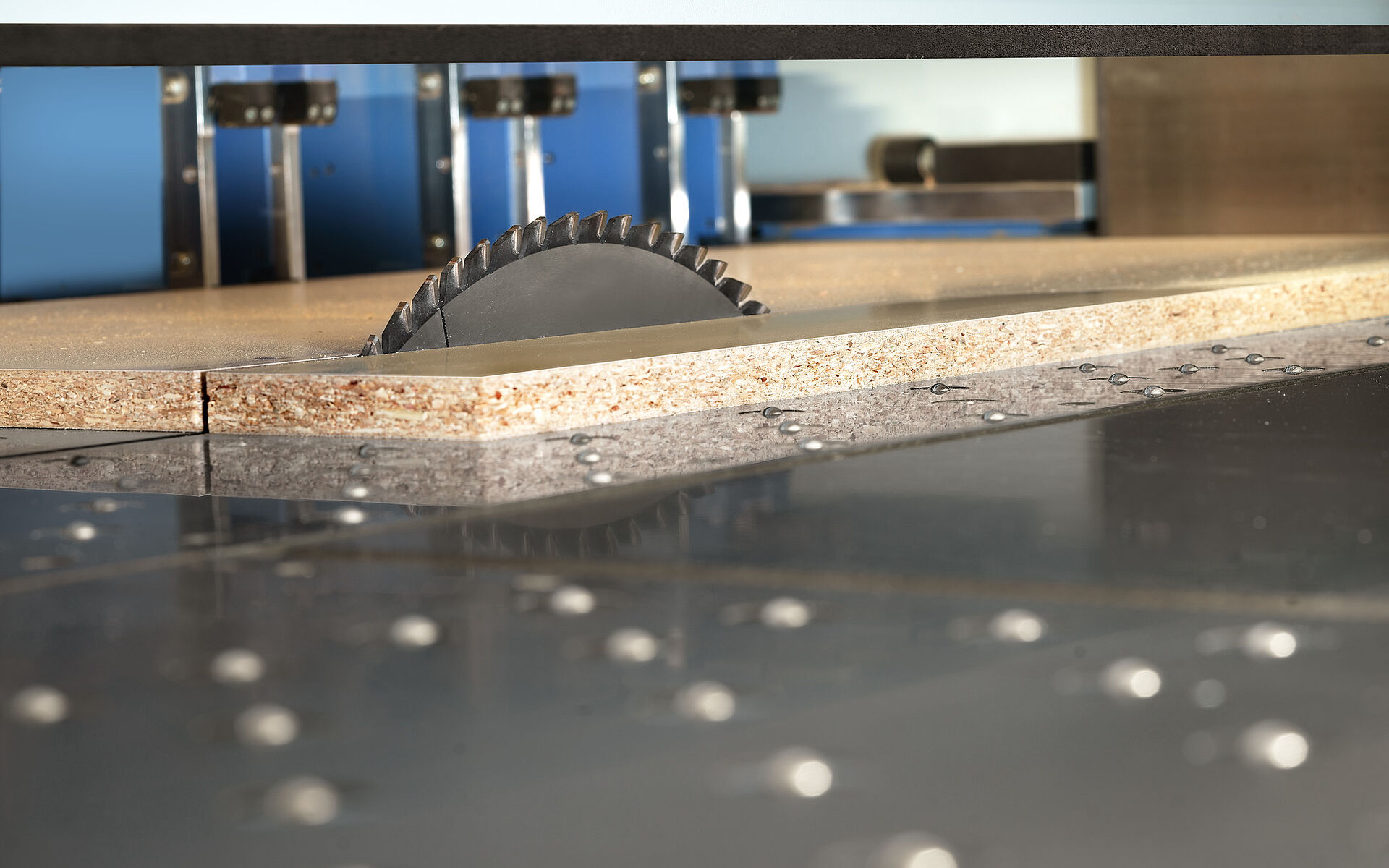
2. megoldás: Különböző vágóanyagok kombinálása panelek felosztásakor
A táblafelosztó fűrészek egyre gyakoribbak a kézműves vállalkozásokban. A további formázási lépések nélküli tökéletes forgácsolóél érdekében a bevont faalapú anyagokat, például a forgácslapot vagy az MDF-et egyetlen lemezként először az alsó oldalon elővágó körfűrészlappal kell elővágni, majd egy fő körfűrészlappal kell fűrészelni. Annak érdekében, hogy a fő- és elővágó körfűrészlapok optimálisan működjenek, feltétlenül tanácsos a két körfűrészlap vágási szélességét egymáshoz igazítani, és élettartamuk lejárta után párban élezni.
Sok asztalos napi szinten alkalmazza ezt a felhasználási koncepciót megmunkálási folyamataiban. Lehetőség van azonban a költségek megtakarítására, amelyeket sok felhasználó alig tud. Ha keményfém elővágó körfűrészlap helyett gyémántélű változatot használnak több fő körfűrészlappal együtt, a szerszámozási költségek hosszabb idő alatt jelentősen csökkenthetők. Konkrétan ajánlott legfeljebb tíz keményfém fő körfűrészlapot használni egy gyémántelővágó körfűrészlappal együtt. A gyémánt forgácsolóanyagok jelentősen nagyobb kopásállóságának köszönhetően ezek az elővágó körfűrészlapok sokkal hosszabb élettartamot érnek el, mint az egyidejűleg használt keményfém fogú fő körfűrészlapok. Ily módon az elővágó körfűrészlap a gépben marad, miután a fő körfűrészlap elérte élettartamának végét. Ez azt jelenti, hogy csak a fő körfűrészlapot kell cserélni és újraélezni. Ez időtakarékos folyamatokat és további szerszámköltség-megtakarítást jelent. További megtakarítási hatás: a keményfém forgácsolóélekkel ellátott fő körfűrészlapok többször újraélezhetők a Diamant elővágó körfűrészlap élettartamának végéig. Az ebből eredő vágási szélességvesztés könnyen kompenzálható az elővágási mélység megváltoztatásával, különösebb erőfeszítés nélkül. Ezzel a megközelítéssel minden szerszámból kinyerhető a maximális éltartam, és költségmegtakarítás érhető el.
Tökéletes példa erre a Leitz RazorCut PLUS körfűrészlapjai és DP elővágó körfűrészlapjai. A kész vágáshoz igazított forgácsolóél-geometriával a RazorCut PLUS tökéletes, forgácsmentes éleket, valamint sima és horonymentes felületeket biztosít még érzékeny dekorokban is. A gyémánt elővágó körfűrészlapokkal kombinálva a felhasználók költségeket takaríthatnak meg, és hosszú távon a legjobb fűrészminőséget érhetik el.
3. megoldás: Helyhez kötött technológia (CNC)
A CNC-technológia számos kézműves vállalkozásban gyártási koncepcióvá vált, és a tendencia változatlanul folytatódik. Végül is a CNC gépek segítségével gyorsan és egyszerűen előállíthatók összetett munkadarabok, valamint sokféle forma és kivitel. Végül is szinte minden bevont és bevonat nélküli faalapú anyagot, tömörfa elemet, kompakt panelt vagy rétegelt lemezt lehet feldolgozni felsőmarókkal és körfűrészlapokkal. A megmunkálási eredmény minősége azonban mindig az alkalmazott megmunkálási stratégiától és az alkalmazott szerszámrendszerektől függ.
CNC formatizálás szármarókkal vagy élmarókkal
Az élmarókkal végzett formatizáló feldolgozás célja mindkét oldalon szakadásmentes élek elérése. Ennek legjobb módja a gyémántélű szerszámok, amelyek váltakozó tengelyszöggel rendelkeznek – azaz ferde forgácsolóélekkel. Ennek a tengelyszögnek azonban csak egy bizonyos minimális mérete lehet a vágási nyomás csökkentése érdekében. A túl nagy tengelyszögű szerszámok durva és porózus, lyukas felületeket hoznak létre a forgácslapon, laza középső réteggel. Különösen lézeres élzárás esetén ez problémákat okozhat az éltapadással vagy a vízvizsgálattal. Egy másik érv az ilyen eszközök használata ellen a jelentősen magasabb beszerzési és karbantartási költségek. A nagy tengelyszögű szerszámrendszerek általában extra hosszú vágóelemekkel vannak felszerelve. Gyémánt forgácsolóélek használata esetén ezért mind a vásárlás, mind az újraélezés magas költségekkel jár.
A sokéves kutatások kimutatták, hogy a tökéletes élek és a törésmentes középpontpozíció szempontjából a legjobb megmunkálási eredmények 50 fokos tengelyszögű szerszámokkal érhetők el a legjobban. Ez az egyetlen módja annak, hogy tökéletes vágási eredményt érjen el az illesztés során, és ne növelje feleslegesen a folyamatköltségeket. Például a Leitz EdgeExpert marószerszámaival.
Az optimális eszköz kiválasztása mellett a szerkesztési stratégia a formázás során is jelentősen befolyásolja a feldolgozás minőségét. Ezért tanácsos figyelni a megfelelő megközelítési és sarokstratégiákra a marási folyamat során. Azoknak a felhasználóknak, akik először foglalkoznak ezzel a témával, tanácsos egy tapasztalt kapcsolattartó személy, aki mélyreható ismeretekkel rendelkezik az anyagokról, szerszámokról és megmunkálási folyamatokról.
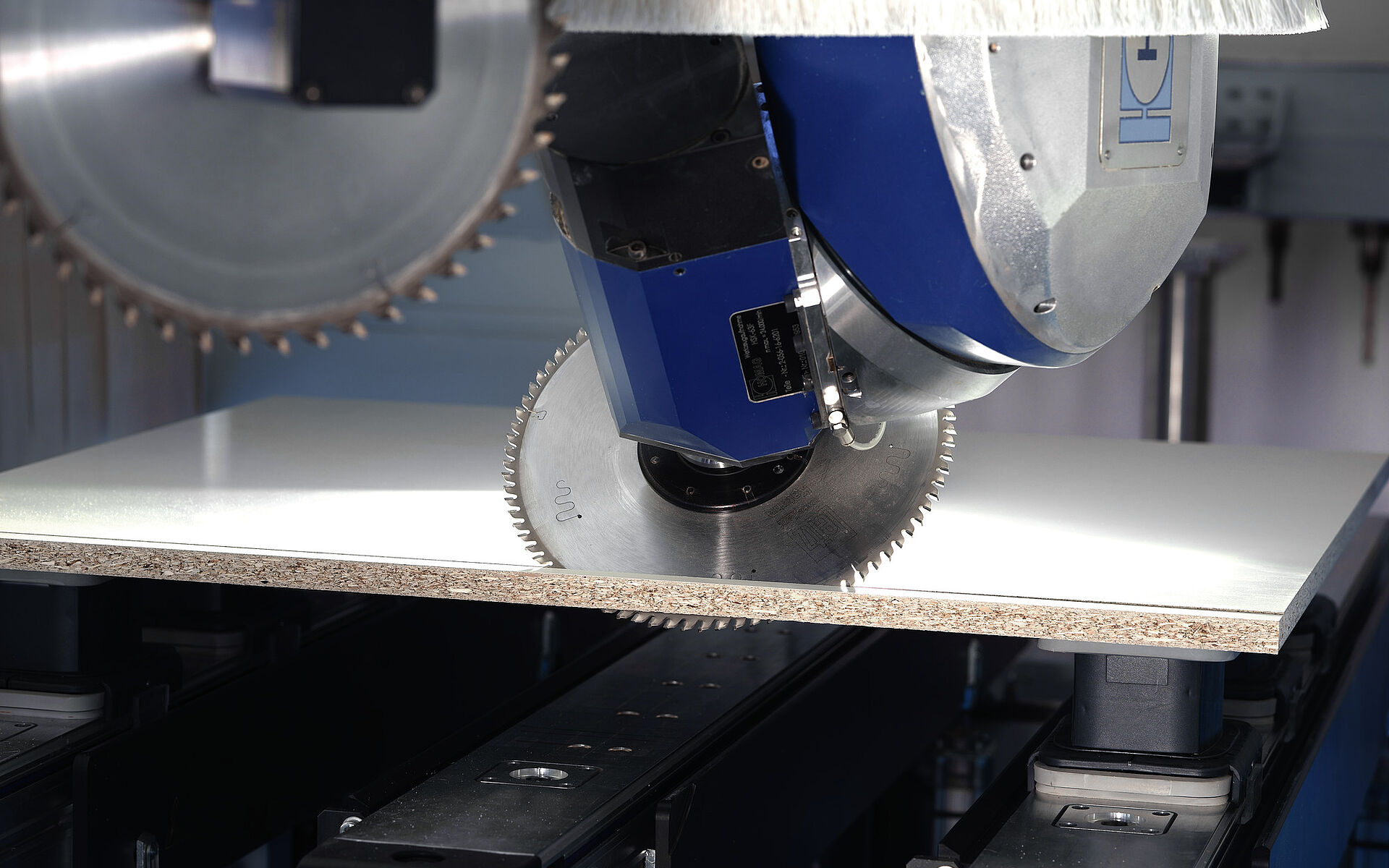
Gérvágás CNC gépekkel
A gérvágás az egyik legigényesebb folyamat a bútor- és belsőépítészeti iparban. 5-tengelyes megmunkálóközpontokban vagy speciális CNC fűrészegységekkel a ferde fűrészvágások nagyon hatékonyan állíthatók elő minden kívánt szögben. A gyakorlatban bebizonyosodott, hogy a kifejezetten gérvágáshoz tervezett körfűrészlapok elengedhetetlenek ezen az alkalmazási területen. A fő különbség a hagyományos körfűrészlapokhoz képest a keskeny vágási szélesség és ugyanakkor a magas axiális futási minőség. Ezek a technikai jellemzők itt nagy jelentőséggel bírnak annak érdekében, hogy elkerüljük a gérvágó hegyes oldalán történő kiszakadást. Különösen nagyon éles gérvágások esetén – például 60 fok – a teljes rendszer legkisebb pontatlansága jelentősen rontja a megmunkálási eredményt.
Egy másik fontos szempont a megfelelő szerkesztési stratégia használata. Ebben az esetben tanácsos a lemezt két milliméter mélyen a belső szélén elővágni az első vágási mozdulattal. Az elválasztó vágást ezután az ellenkező irányba végezzük. Ez lehetővé teszi a CNC-felhasználók számára a tökéletes vágás elérését. Szakadásmentes mindkét élen és a vágófelületen hiba nélkül.
Ilyen körfűrészlapok, különösen gérvágásokhoz, a keményfém fogú Katana körfűrészlap és a Leitz gyémántvégű WhisperCut körfűrészlapja. Mind a Katana, mind a WhisperCut tökéletes vágási eredményeket biztosít minden szokásos anyagban, keskeny vágási szélességük és különösen sima futási viselkedésük miatt.
A nesztingelési módszer
Az úgynevezett nesztingelés során a beágyazott alakzatokat szárszerszámok segítségével választják el a lemez alakú anyagoktól. Különösen filigrán alkatrészek és nagy előtolási sebesség esetén a CNC-felhasználók rendszeresen szembesülnek azzal a kihívással, hogy a mart alkatrészeket a gyorsan forgó maró elmozdítja és károsítja vágás közben. A megmunkálóasztal vákuuma nem elegendő a keletkező erők kompenzálására és a gyártott alkatrészek csúszásának megakadályozására. Ez kis szerszámátmérők használatával orvosolható. Ez egyrészt csökkenti a forgácsolóerőket, de sokkal fontosabbak a keskenyebb maróhornyok. Ha például a maró átmérője 16 mm-ről 12 mm-re csökken, ez a megmunkálási térfogat 44 százalékos csökkenésének felel meg. Minél kevesebb anyag maródik le a nesztingelés során, és minél keskenyebbek az így létrejövő maróhornyok, ez annál kevésbé gyengíti a vákuumteljesítményt a megmunkálóasztalnál, és a munkadarabok biztonságosan a helyükön maradnak.
Az ilyen kihívásokra a Leitz nesztingelő marószerszámaival szerszámok széles és nagy teljesítményű választékát kínálja. 10 milliméteres átmérőjével és kiviteltől függően akár 35 m/perc adagolásra is alkalmas, tökéletesen alkalmas filigrán és mindenekelőtt gyors nesztingelésre - ideális rétegelt lemezek, kompakt lemezlemezek, forgácslapok vagy MDF feldolgozásához.
A gép felszereltségétől és a feldolgozási módszerektől függően a szerszámmegoldások és megmunkálási stratégiák széles skáláját alkalmazzák a bútorgyártás vagy a belsőépítészet területén. Az anyagok sokfélesége, valamint az anyagokkal és végtermékekkel szemben támasztott követelmények folyamatosan nőnek, de maguk a megmunkálási folyamatok valószínűleg nem változnak az elkövetkező években. Emiatt az univerzálisan alkalmazható, legnagyobb teljesítményű szerszámok egyre fontosabbá válnak az iparágban.
Végül is az "idő pénz" és a "minőség kifizetődik" továbbra is érvényes lesz a jövőben. A nagyobb hatékonyság, nagyobb rugalmasság és nagyobb termelékenység a gyártásban ezért nemcsak pénzt takarít meg vagy növeli a termelési mennyiségeket, hanem ezek a kulcsszavak a jövőben a szerszámjavítás területén is egyre fontosabb szempontok lesznek. A kézműves-orientált bútorgyártók és belsőépítészek ezt figyelembe veszik jövőbeli üzleti tervezésük során. Jó tudni, hogy van egy szerszámpartnere, aki megfelelő szerszámmegoldásokkal, igényorientált szolgáltatásokkal és sok tudással tud előállni a folyamatokról, gépekről és anyagokról. A nagyobb hatékonyság, termelékenység, rugalmasság és minőség érdekében a szakképzett szakmákban.
Szakmai tudósítás a kézműves ipar aktuális kihívásairól és a kapcsolódó megmunkálási megoldásokról Ing. Christian Wimmer, B.Eng. MBA (Leitz Industry Manager Furniture and Interior Design) és Dipl.-Ing. Zeljko Pekec (alkalmazástechnikai vezető, Leitz, Riedau)