Gereedschap is de sleutel tot succes
Gereedschap is de sleutel tot succes
Een Ferrari met goedkope banden. Zo kun je een slecht of verkeerd uitgerust CNC-bewerkingscentrum bestempelen. Reden dat Leitz Service in Elst in het voortraject bij het gereedschappenplan het liefst vooraf zo uitgebreid mogelijk met de klant aan tafel zit. Want succes kun je plannen, zeggen technisch manager Peter Pohlen en regiomanager René Verhoeven.
TEKST EN BEELD Kees de Vries, Vakblad "De Timmerfabrikant" - december 2023
Om maar direct met de deur in huis te vallen: hoewel elke timmerfabriek houten ramen, deuren, kozijnen, trappen of gevelelementen produceert, doet een ieder dat op zijn eigen manier, met zijn eigen profielen. “De aanschaf van een CNC-gestuurd bewerkingscentrum moet in het ideale geval dan ook het startpunt zijn om vooraf pas op de plaats te maken en na te denken over marktvisie, klantenbestand en productgamma”, zegt Verhoeven. “Een standaardpakket verspaningsgereedschap bestaat niet. Hoeveel en welke onderdelen wil je maken, waar liggen je accenten? Wil je snel of flexibel? Het is altijd maatwerk. En voor maatwerk moet je met elkaar om de tafel gaan zitten.”
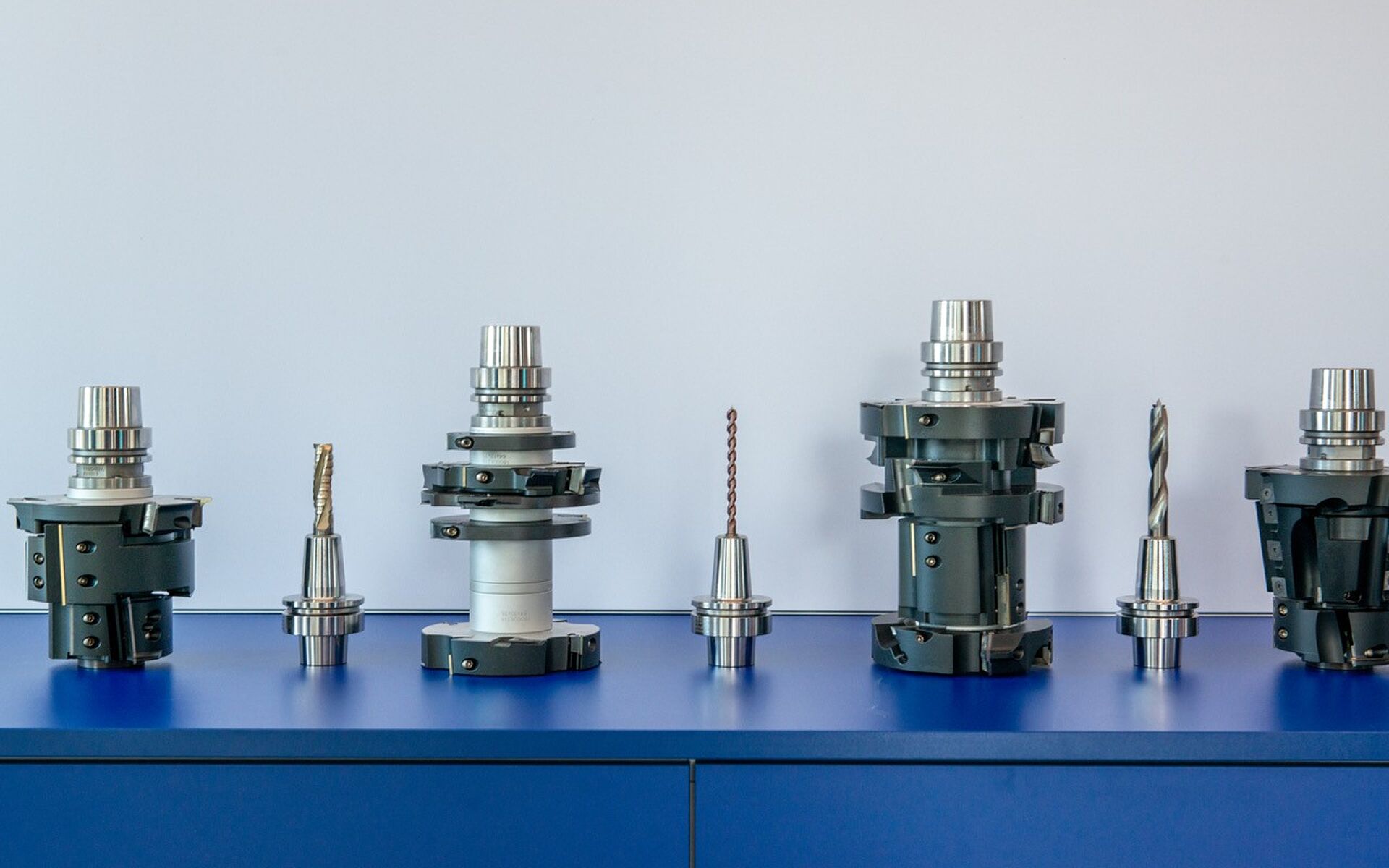
Verhoeven werkt inmiddels bijna 23 jaar bij Leitz. Hij kent de timmerindustrie en de timmerindustrie kent hem. Leitz Service is een zelfstandig opererende onderneming in verspanende gereedschappen en gereedschapssystemen die onderdeel uitmaakt van de Duitse Leitz Groep met wereldwijd circa 4.000 werknemers. Na vestiging in Rotterdam (1956) en Waddinxveen (1978) werden hoofdkantoor, slijperij en productie in 2018 samengevoegd in een nieuw pand in het Gelderse Elst. Hier werken circa negentig mensen aan uitlevering en onderhoud van zaagbladen, frezen, boren en (schaaf)messen.
Profielenboek
Het opzetten van een gereedschappenplan waarmee een onderneming goed uit de voeten kan, is afhankelijk van veel factoren en vergt kennis en kunde. Verhoeven: “Iemand die veel speciale profielen en verfraaiingen wil maken, heeft een andere behoefte dan iemand die standaard rechttoe rechtaan werk snel wil produceren. Dat moet je vooraf helder hebben.” Een inventarisatie van de behoeften en een toekomstvisie voor de onderneming moeten dan ook vooraf worden besproken. Is dat bepaald, dan volgt de volgende stap: het opstellen van een zogenoemd profielenboek.
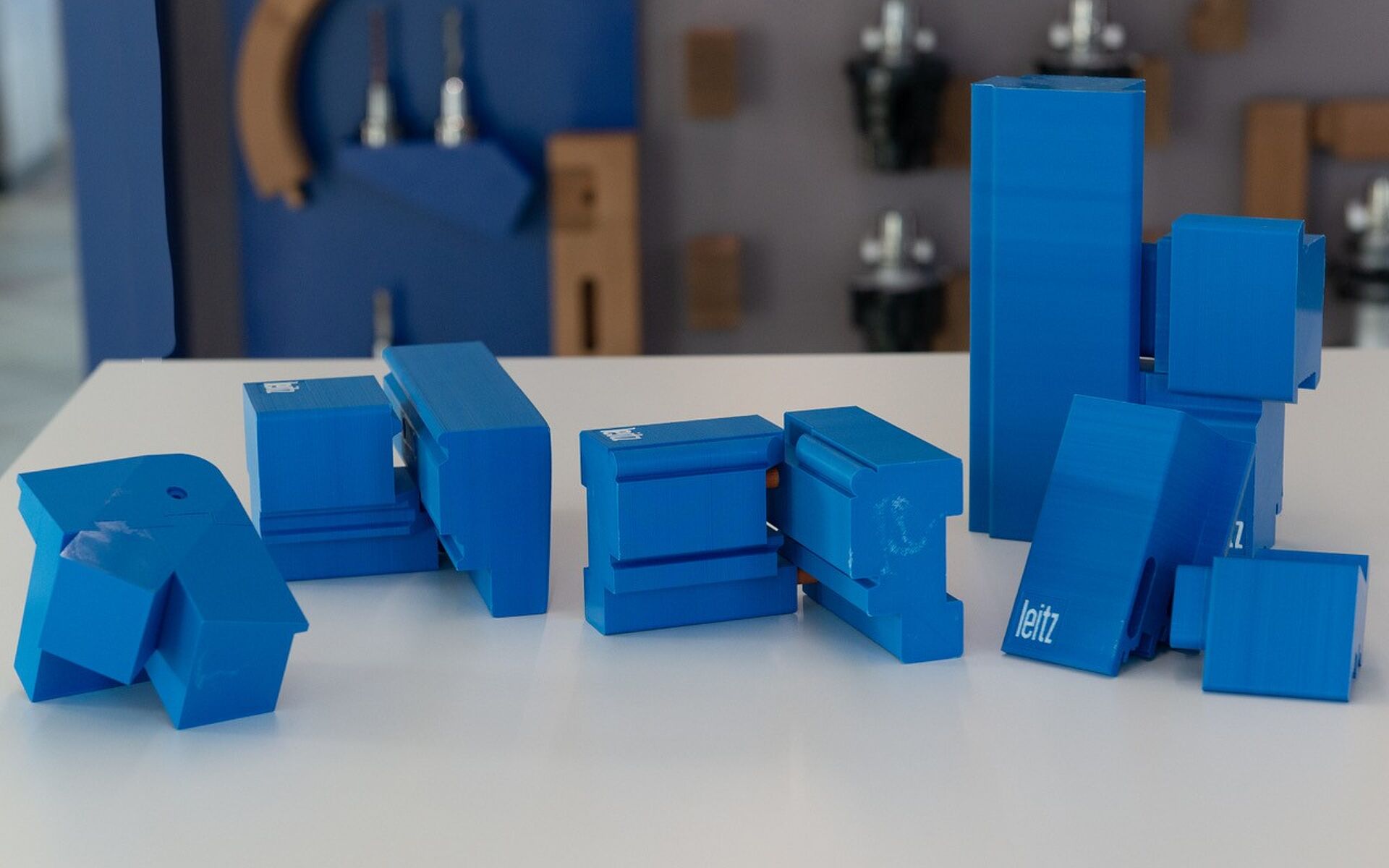
“Zonder profielenboek kunnen we eigenlijk niet aan de slag”, zegt Pohlen. “Het belang van dat stuk van het traject wordt weleens onderschat. Hier moeten de hoofdzaken van de bijzaken worden gescheiden. Er moet invulling worden gegeven aan het leveringspakket van de timmerfabriek en de manier waarop dat te produceren. We maken als het nodig is zelfs 3D-prints van complexe verbindingen of inkrozingen van wisselsponningen om het voor de klant in het voortraject zichtbaar te maken.” Verhoeven: “Welk specialisme heb je, wat moet je kunnen maken, wat laat je liggen? Wat is de hoofdmoot van je werk? Dat komt allemaal aan de orde.”
Een gemiddeld profielenboek telt circa 550 profielen, maar Leitz heeft in zijn lange historie ook profielenboeken gemaakt met 4.000 langs- en 4.000 contraprofielen. Pohlen: “Ons grootste boek telde 10.000 profielen.” Is het profielenboek klaar, besproken én goedgekeurd, dan volgt het ontwerp van de gereedschapsinrichting op de machine. Verhoeven: “Daarin neem je ook weer zaken mee als de gewenste snelheid van produceren. De één vindt dat belangrijk, de ander minder. Kun je het in een enkele bedrijfsgang af, of juist niet? Een goede inrichting met de juiste snelheid vergt keuzes in je gereedschappenplan en daarmee ook in de kostprijs. Je blijft in constante dialoog met elkaar om tot een optimum te komen.”
Loslaten
Dat optimum kan overigens betekenen dat er bij de aanschaf van een CNC-bewerkingscentrum of CNC-bovenfrees afscheid genomen moet worden van de bestaande hoekopstelling, pennenbank of frees. “Sommige bedrijven willen die laten staan ‘voor erbij’”, zegt Verhoeven. “In de meeste gevallen blijkt dit achteraf niet nodig te zijn. Loslaten is moeilijk, maar CNC-gestuurde productie vergt een andere manier van denken in het productieproces. Wil je het je snel eigen maken en je bedrijf daar goed op inrichten, dan moet je een keuze maken.” Pohlen vult aan: “We spelen met onze aanstuurgegevens ook een rol in die transitie.”
Totaalplaatje
Goed gereedschap vergt een bepaald budget, zegt Verhoeven. “Bij een machine die je koopt voor bijvoorbeeld tien jaar, hoort gereedschap die dat moeiteloos overbrugt bij minimale wisseling van messen en een optimale standtijd. Ik heb een klant die na drie jaar en twee productiedagen in de week nog steeds dezelfde set profielmessen gebruikt.” Pohlen: “Gereedschap met een hoge nauwkeurigheid, ideale snijeigenschappen en hoge balanswaarde vergen veel van een productiefabriek. Dit heeft uiteraard gevolgen voor de aanschafprijs. Zaak is echter om naar het totaalplaatje te kijken. De hoognauwkeurige opspanning in combinatie met extreem scherpe gecoate messen zorgen voor standtijden die ver boven andere systemen in de markt liggen. De totale kostprijs van gereedschap op 10 jaar gerekend, zorgt ervoor dat een Leitz inrichting prijstechnisch en economisch de beste keuze is.”
Tolerantie
Leitz heeft een volledig scholingspakket hoe het gereedschap te gebruiken en onderhouden. Pohlen: “De kwaliteit van de meeste CNC-machines die op de markt beschikbaar zijn voor de timmerindustrie, zijn op een goed niveau. Onderhoud en het schoonhouden van gereedschap is en blijft echter doorslaggevend voor het kwalitatieve eindresultaat van je producten. Wij produceren onze gereedschappen op een nauwkeurigheid in het 1/100ste mm bereik. Die nauwkeurigheid is totaal verdwenen bij een mes met vervuiling in de opspanning. Onderhoud is over het algemeen goed te plannen en scheelt je duur nawerk aan je eindproduct.”